
Productietechnologie voor margarine
SAMENVATTING VOOR HET MANAGEMENT
Voedingsbedrijven richten zich tegenwoordig, net als andere productiebedrijven, niet alleen op de betrouwbaarheid en kwaliteit van de voedselverwerkingsapparatuur, maar ook op de diverse diensten die de leverancier van die apparatuur kan leveren. Naast de efficiënte verwerkingslijnen die wij leveren, kunnen wij een partner zijn vanaf het eerste idee of project tot de uiteindelijke ingebruikname, en natuurlijk ook de belangrijke service na verkoop.
Shiputec heeft meer dan 20 jaar ervaring in de voedselverwerkings- en verpakkingsindustrie.
INLEIDING TOT ONZE TECHNOLOGIE
VISIE EN TOEWIJDING
Het Shiputec-segment ontwerpt, produceert en verkoopt procesengineering- en automatiseringsoplossingen aan de zuivel-, voedingsmiddelen-, dranken-, scheepvaart-, farmaceutische en cosmetica-industrie via haar wereldwijde activiteiten.
Wij zetten ons in om onze klanten wereldwijd te helpen de prestaties en winstgevendheid van hun productie-installaties en -processen te verbeteren. Dit bereiken we door een breed scala aan producten en oplossingen aan te bieden, van technische componenten tot het ontwerp van complete procesinstallaties, ondersteund door toonaangevende expertise op het gebied van applicaties en ontwikkeling.
Wij blijven onze klanten helpen de prestaties en winstgevendheid van hun installaties gedurende hun gehele levensduur te optimaliseren met ondersteunende diensten die zijn afgestemd op hun individuele behoeften, via een gecoördineerd netwerk voor klantenservice en reserveonderdelen.
KLANTGERICHTHEID
Shiputec ontwikkelt, produceert en installeert moderne, zeer efficiënte en betrouwbare verwerkingslijnen voor de voedingsmiddelenindustrie. Voor de productie van gekristalliseerde vetproducten zoals margarine, boter, smeerbare producten en bakvetten biedt Shiputec oplossingen die ook proceslijnen omvatten voor geëmulgeerde voedingsproducten zoals mayonaise, sauzen en dressings.
MARGARINEPRODUCTIE
Margarine en verwante producten bevatten een waterfase en een vetfase en kunnen daarom worden gekarakteriseerd als water-in-olie (W/O) emulsies, waarbij de waterfase fijn verdeeld is als druppeltjes in de continue vetfase. Afhankelijk van de toepassing van het product worden de samenstelling van de vetfase en het productieproces dienovereenkomstig gekozen.
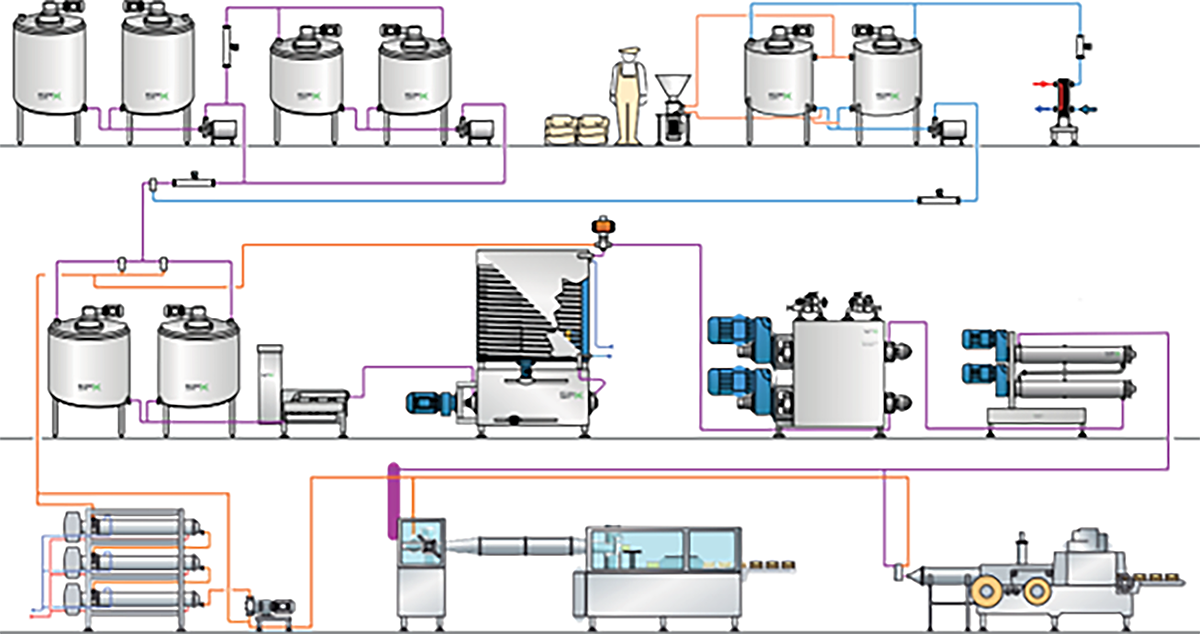
Naast de kristallisatieapparatuur omvat een moderne productiefaciliteit voor margarine en aanverwante producten doorgaans diverse tanks voor de opslag van olie, evenals voor de bereiding van emulgator, waterfase en emulsie; de grootte en het aantal tanks worden berekend op basis van de capaciteit van de fabriek en het productportfolio. De faciliteit omvat tevens een pasteurisatie-eenheid en een smeltinstallatie. Het productieproces kan dus in het algemeen worden onderverdeeld in de volgende deelprocessen (zie diagram 1):

VOORBEREIDING VAN DE WATERFASE EN DE VETFASE (ZONE 1)
De waterfase wordt vaak in batches bereid in de waterfasetank. Het water moet van goede drinkwaterkwaliteit zijn. Als drinkwaterkwaliteit niet gegarandeerd kan worden, kan het water worden voorbehandeld met bijvoorbeeld een UV- of filtersysteem.
Naast het water kan de waterfase bestaan uit zout of pekel, melkeiwitten (tafelmargarine en magere smeerproducten), suiker (bladerdeeg), stabilisatoren (vetarme en magere smeerproducten), conserveermiddelen en wateroplosbare aroma's.
De belangrijkste ingrediënten in de vetfase, het vetmengsel, bestaan normaal gesproken uit een mix van verschillende vetten en oliën. Om margarine met de gewenste eigenschappen en functionaliteiten te verkrijgen, is de verhouding tussen vetten en oliën in het vetmengsel bepalend voor de prestaties van het eindproduct.
De verschillende vetten en oliën, hetzij als vetmengsels of als afzonderlijke oliën, worden opgeslagen in olietanks die doorgaans buiten de productiefaciliteit staan. Deze tanks worden op een stabiele temperatuur boven het smeltpunt van het vet gehouden en onder voortdurend roeren om fractionering van het vet te voorkomen en een gemakkelijke verwerking mogelijk te maken.
Naast het vetmengsel bestaat de vetfase doorgaans uit kleinere, in vet oplosbare ingrediënten zoals emulgator, lecithine, aroma, kleurstof en antioxidanten. Deze ingrediënten worden in het vetmengsel opgelost voordat de waterfase wordt toegevoegd, dus vóór het emulgeringsproces.
EMULSIEBEREIDING (ZONE 2)

De emulsie wordt bereid door verschillende oliën en vetten of vetmengsels naar de emulsietank te brengen. Meestal worden eerst de vetten of vetmengsels met een hoog smeltpunt toegevoegd, gevolgd door de vetten met een lager smeltpunt en de vloeibare olie. Om de bereiding van de vetfase te voltooien, worden de emulgator en andere in olie oplosbare ingrediënten aan het vetmengsel toegevoegd. Wanneer alle ingrediënten voor de vetfase goed gemengd zijn, wordt de waterfase toegevoegd en wordt de emulsie gevormd door intensief maar gecontroleerd mengen.
Er kunnen verschillende systemen worden gebruikt voor het doseren van de diverse ingrediënten voor de emulsie, waarvan er twee in batches werken:
Debietmetersysteem
Weegtanksysteem
Een continu inline-emulgeringssysteem is een minder geprefereerde, maar wel gebruikte oplossing, bijvoorbeeld in productielijnen met een hoge capaciteit waar beperkte ruimte beschikbaar is voor emulsietanks. Dit systeem maakt gebruik van doseerpompen en massastroommeters om de verhouding van de toegevoegde fasen in een kleine emulsietank te regelen.
De bovengenoemde systemen kunnen allemaal volledig automatisch worden aangestuurd. Sommige oudere installaties hebben echter nog steeds handmatig bediende systemen voor de bereiding van emulsies, maar deze zijn arbeidsintensief en worden vanwege de strenge traceerbaarheidsregels tegenwoordig afgeraden.
Het debietmeetsysteem is gebaseerd op de bereiding van emulsies in batches, waarbij de verschillende fasen en ingrediënten worden gemeten met massadebietmeters tijdens de overdracht van de verschillende fasebereidingstanks naar de emulsietank. De nauwkeurigheid van dit systeem is +/- 0,3%. Dit systeem kenmerkt zich door zijn ongevoeligheid voor externe invloeden zoals trillingen en vervuiling.
Het weegtanksysteem is vergelijkbaar met een debietmetersysteem, gebaseerd op de bereiding van emulsies in batches. Hierbij worden de hoeveelheden ingrediënten en fasen rechtstreeks aan de emulsietank toegevoegd. Deze tank is gemonteerd op weegcellen die de toegevoegde hoeveelheden controleren.
Doorgaans wordt een systeem met twee tanks gebruikt voor de bereiding van de emulsie, zodat de kristallisatielijn continu kan draaien. Elke tank fungeert als voorbereidings- en buffertank (emulsietank), waardoor de kristallisatielijn vanuit de ene tank wordt gevoed terwijl in de andere een nieuwe batch wordt bereid, en omgekeerd. Dit wordt een flip-flop-systeem genoemd.
Een andere optie is een oplossing waarbij de emulsie in één tank wordt bereid en, zodra deze gereed is, wordt overgebracht naar een buffertank van waaruit de kristallisatielijn wordt gevoed. Dit systeem wordt het premix/buffer-systeem genoemd.
Pasteurisatie (zone 3)

Vanuit de buffertank wordt de emulsie normaal gesproken continu door een platenwarmtewisselaar (PHE), een lagedrukschraperwarmtewisselaar (SSHE) of een hogedrukschraperwarmtewisselaar gepompt voor pasteurisatie, alvorens deze de kristallisatielijn binnenkomt.
Voor producten met een hoog vetgehalte wordt doorgaans een PHE gebruikt. Voor varianten met een lager vetgehalte, waarbij een relatief hoge viscositeit van de emulsie wordt verwacht, en voor warmtegevoelige emulsies (bijvoorbeeld emulsies met een hoog eiwitgehalte), wordt het SPX-systeem als lagedrukoplossing of de SPX-PLUS als hogedrukoplossing aanbevolen.
Het pasteurisatieproces heeft verschillende voordelen. Het zorgt voor remming van bacteriegroei en de groei van andere micro-organismen, waardoor de microbiologische stabiliteit van de emulsie verbetert. Pasteurisatie van alleen de waterfase is mogelijk, maar pasteurisatie van de volledige emulsie heeft de voorkeur, omdat dit de verblijftijd tussen gepasteuriseerd product en het vullen of verpakken van het eindproduct minimaliseert. Bovendien wordt het product in één proces behandeld, van pasteurisatie tot het vullen of verpakken van het eindproduct, en is pasteurisatie van eventueel restmateriaal gegarandeerd wanneer de volledige emulsie wordt gepasteuriseerd.
Bovendien zorgt pasteurisatie van de volledige emulsie ervoor dat de emulsie bij een constante temperatuur naar de kristallisatielijn wordt gevoerd, waardoor constante verwerkingsparameters, producttemperaturen en producttextuur worden bereikt. Daarnaast wordt de aanwezigheid van voorgekristalliseerde emulsie in de kristallisatieapparatuur voorkomen wanneer de emulsie op de juiste wijze gepasteuriseerd en naar de hogedrukpomp gevoerd wordt bij een temperatuur die 5-10 °C hoger ligt dan het smeltpunt van de vetfase.
Een typisch pasteurisatieproces omvat na de bereiding van de emulsie bij 45-55 °C een verhittings- en houdfase van de emulsie bij 75-85 °C gedurende 16 seconden, gevolgd door een afkoelingsproces tot een temperatuur van 45-55 °C. De eindtemperatuur is afhankelijk van het smeltpunt van de vetfase: hoe hoger het smeltpunt, hoe hoger de temperatuur.
KOELEN, KRISTALLISATIE EN KNEDEN (ZONE 4)
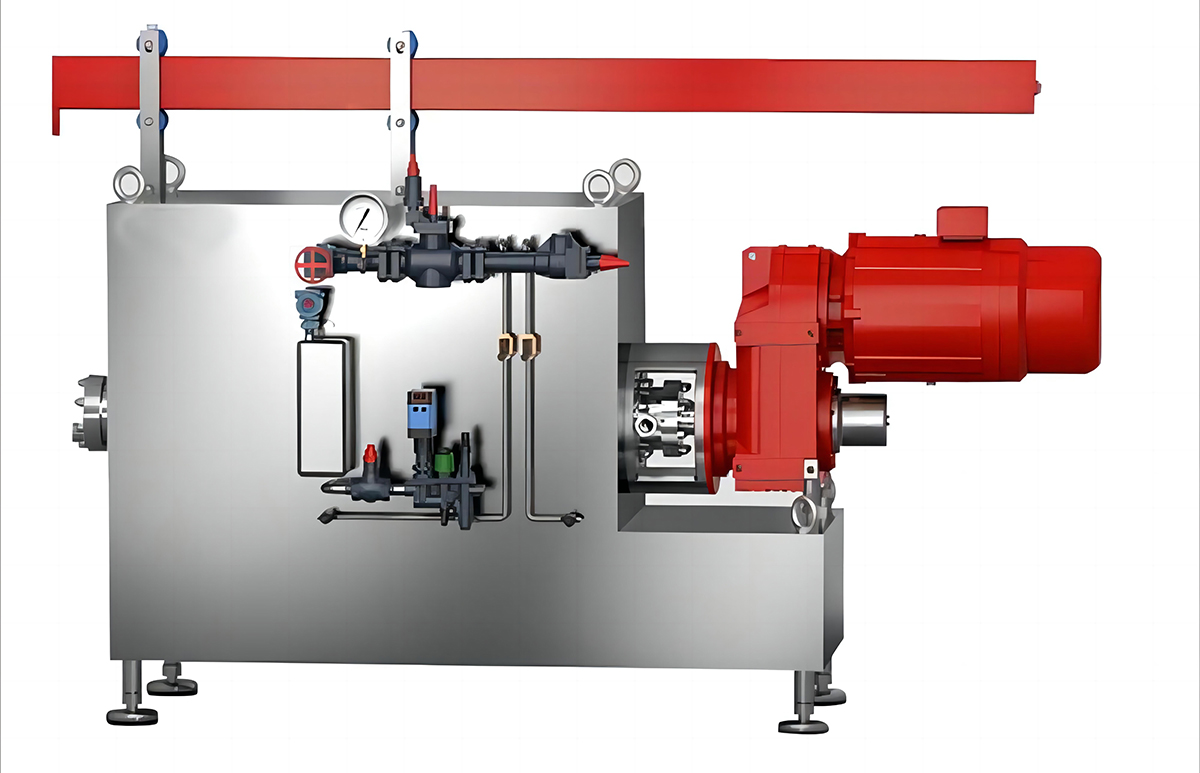
De emulsie wordt door middel van een hogedrukzuigerpomp (HPP) naar de kristallisatielijn gepompt. De kristallisatielijn voor de productie van margarine en aanverwante producten bestaat doorgaans uit een hogedruk-SSHE die wordt gekoeld met ammoniak of freon. Vaak worden er pinrotormachines en/of tussenkristallisatoren in de lijn opgenomen om de kneedintensiteit en -tijd voor de productie van plastic producten te verhogen. Een rustbuis is de laatste stap van de kristallisatielijn en wordt alleen gebruikt als het product verpakt is.
Het hart van de kristallisatielijn is de hogedruk-SSHE, waarin de warme emulsie sterk wordt afgekoeld en kristalliseert op het binnenoppervlak van de koelbuis. De emulsie wordt efficiënt afgeschraapt door roterende schrapers, waardoor de emulsie tegelijkertijd wordt gekoeld en gekneed. Wanneer het vet in de emulsie kristalliseert, vormen de vetkristallen een driedimensionaal netwerk dat de waterdruppels en de vloeibare olie insluit, wat resulteert in producten met plastische, halfvaste eigenschappen.
Afhankelijk van het type product dat geproduceerd moet worden en het type vetten dat voor dat specifieke product gebruikt wordt, kan de configuratie van de kristallisatielijn (dat wil zeggen de volgorde van de koelbuizen en de pinrotormachines) worden aangepast om de optimale configuratie voor het betreffende product te verkrijgen.
Omdat de kristallisatielijn doorgaans meer dan één specifiek vetproduct produceert, bestaat de SSHE (Self-Structured Heat Exchanger) vaak uit twee of meer koelsecties of koelbuizen om te voldoen aan de eisen van een flexibele kristallisatielijn. Bij de productie van verschillende gekristalliseerde vetproducten met diverse vetmengsels is flexibiliteit nodig, aangezien de kristallisatie-eigenschappen van de mengsels van elkaar kunnen verschillen.
Het kristallisatieproces, de verwerkingsomstandigheden en de verwerkingsparameters hebben een grote invloed op de eigenschappen van de uiteindelijke margarine- en smeerproducten. Bij het ontwerpen van een kristallisatielijn is het belangrijk om de eigenschappen van de te produceren producten te bepalen. Om de investering voor de toekomst veilig te stellen, zijn flexibiliteit van de lijn en individueel regelbare verwerkingsparameters noodzakelijk, aangezien het productaanbod en de grondstoffen in de loop der tijd kunnen veranderen.
De capaciteit van de lijn wordt bepaald door het beschikbare koeloppervlak van de SSHE. Er zijn machines van verschillende groottes beschikbaar, variërend van lijnen met een lage tot een hoge capaciteit. Ook zijn er diverse flexibiliteitsgraden beschikbaar, van apparatuur met één buis tot lijnen met meerdere buizen, waardoor zeer flexibele verwerkingslijnen mogelijk zijn.
Nadat het product in de SSHE is gekoeld, komt het in de pinrotormachine en/of tussenkristallisatoren terecht, waar het gedurende een bepaalde tijd en met een bepaalde intensiteit wordt gekneed om de vorming van het driedimensionale netwerk te bevorderen, wat op macroscopisch niveau de plastic structuur is. Als het product als verpakt product wordt gedistribueerd, komt het opnieuw in de SSHE terecht voordat het in de rustbuis bezinkt voorafgaand aan het verpakken. Als het product in bekers wordt afgevuld, is er geen rustbuis in de kristallisatielijn.

VERPAKKEN, VULLEN EN OPNIEUW SMELTEN (ZONE 5)

Er zijn diverse verpakkings- en vulmachines op de markt, die in dit artikel niet verder worden beschreven. De consistentie van het product is echter zeer verschillend, afhankelijk van of het product bestemd is voor verpakking of voor vulling. Het is vanzelfsprekend dat een verpakt product een stevigere textuur moet hebben dan een gevuld product. Als deze textuur niet optimaal is, wordt het product naar het smeltproces geleid, gesmolten en toegevoegd aan de buffertank voor herverwerking. Er zijn verschillende smeltprocessen beschikbaar, maar de meest gebruikte systemen zijn platenwarmtewisselaars (PHE) of lagedruk-SSHE's.
AUTOMATISERING
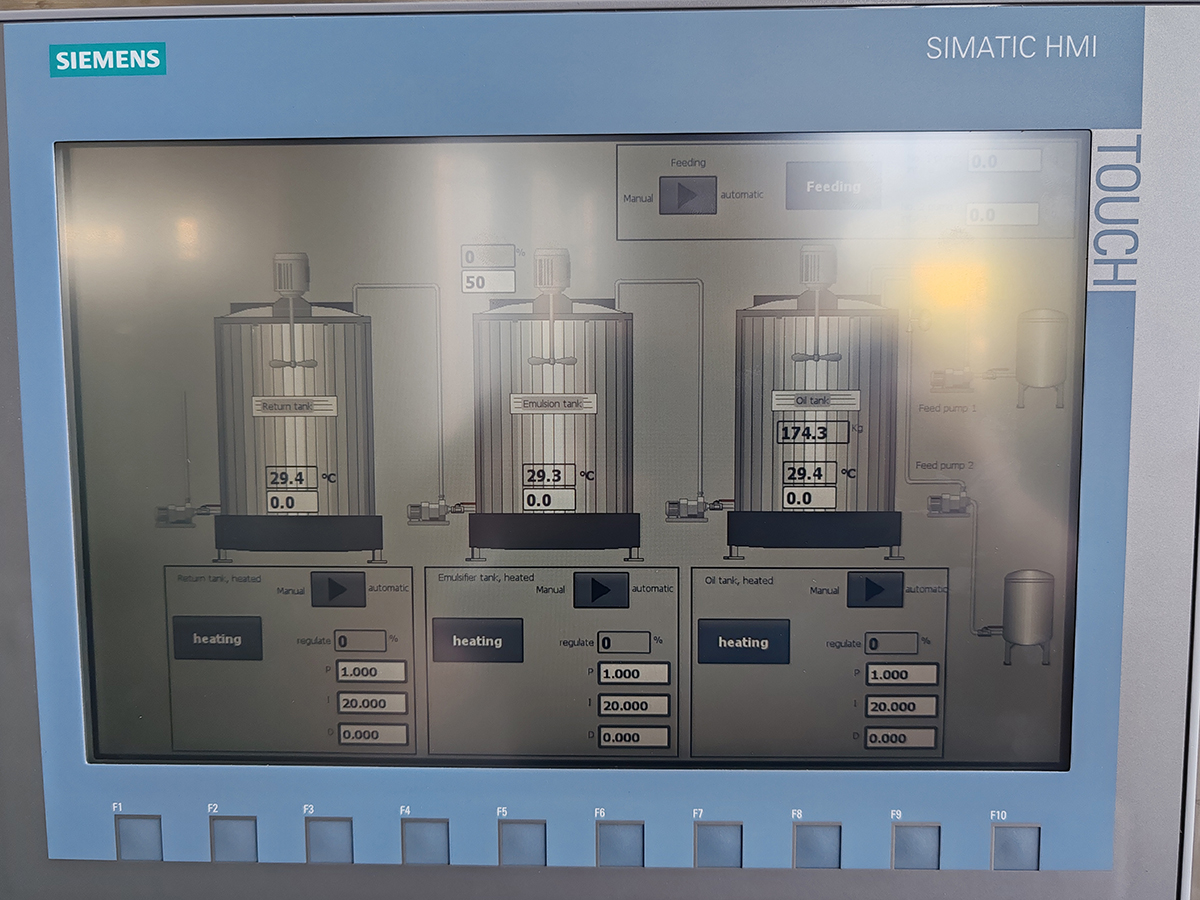
Margarine wordt, net als andere voedingsproducten, in veel fabrieken tegenwoordig geproduceerd onder strikte traceerbaarheidsprocedures. Deze procedures, die doorgaans betrekking hebben op de ingrediënten, de productie en het eindproduct, resulteren niet alleen in een verbeterde voedselveiligheid, maar ook in een constante voedselkwaliteit. Traceerbaarheidseisen kunnen worden geïmplementeerd in het controlesysteem van de fabriek en het Shiputec-controlesysteem is ontworpen om belangrijke omstandigheden en parameters met betrekking tot het volledige productieproces te controleren, registreren en documenteren.
Het besturingssysteem is voorzien van wachtwoordbeveiliging en beschikt over een historische dataloggingfunctie voor alle parameters die betrokken zijn bij de margarineproductielijn, van receptinformatie tot de uiteindelijke productevaluatie. De datalogging omvat de capaciteit en het vermogen van de hogedrukpomp (l/uur en tegendruk), producttemperaturen (inclusief pasteurisatieproces) tijdens de kristallisatie, koeltemperaturen (of koelmediumdrukken) van de SSHE, de snelheid van de SSHE en de pinrotormachines, evenals de belasting van de motoren die de hogedrukpomp, de SSHE en de pinrotormachines aandrijven.
Besturingssysteem

Tijdens de verwerking worden alarmen naar de operator gestuurd als de verwerkingsparameters voor het specifieke product buiten de toegestane limieten vallen; deze parameters worden voorafgaand aan de productie in de recepteditor ingesteld. Deze alarmen moeten handmatig worden bevestigd en er moeten procedures worden gevolgd. Alle alarmen worden opgeslagen in een historisch alarmsysteem voor latere raadpleging. Wanneer het product de productielijn verlaat in een geschikte verpakte of gevulde vorm, wordt het, naast de productnaam, doorgaans voorzien van een datum, tijd en batchnummer voor latere tracering. De volledige geschiedenis van alle productiestappen in het productieproces wordt zo vastgelegd voor de veiligheid van de producent en de eindgebruiker, de consument.
CIP

CIP-reinigingsinstallaties (CIP = Cleaning in Place) maken ook deel uit van een moderne margarinefabriek, aangezien margarineproductie-installaties regelmatig gereinigd moeten worden. Voor traditionele margarineproducten is eens per week een normale reinigingsinterval. Voor gevoelige producten zoals magere (met een hoog watergehalte) en/of eiwitrijke producten worden echter kortere intervallen tussen de CIP-reinigingen aanbevolen.
In principe worden twee CIP-systemen gebruikt: CIP-installaties die de reinigingsmiddelen slechts eenmaal gebruiken, of de aanbevolen CIP-installaties die werken met een bufferoplossing van de reinigingsmiddelen, waarbij middelen zoals loog, zuur en/of desinfectiemiddelen na gebruik worden teruggevoerd naar de afzonderlijke CIP-opslagtanks. Het laatstgenoemde proces heeft de voorkeur omdat het een milieuvriendelijke en economische oplossing is wat betreft het verbruik van reinigingsmiddelen en daarmee de kosten daarvan.
Als er in één fabriek meerdere productielijnen zijn geïnstalleerd, is het mogelijk om parallelle reinigingstrajecten of CIP-satellietsystemen op te zetten. Dit resulteert in een aanzienlijke reductie van de reinigingstijd en het energieverbruik. De parameters van het CIP-proces worden automatisch gecontroleerd en geregistreerd voor latere analyse in het besturingssysteem.
SLOTOPMERKINGEN
Bij de productie van margarine en aanverwante producten is het belangrijk te bedenken dat niet alleen de ingrediënten, zoals de gebruikte oliën en vetten, of het recept bepalend zijn voor de kwaliteit van het eindproduct, maar ook de configuratie van de installatie, de verwerkingsparameters en de algehele staat van de installatie. Als de productielijn of de apparatuur niet goed wordt onderhouden, bestaat het risico dat de lijn niet efficiënt functioneert. Daarom is een goed functionerende installatie essentieel voor de productie van hoogwaardige producten, maar ook de keuze van een vetmengsel met eigenschappen die aansluiten bij de uiteindelijke toepassing van het product is belangrijk, evenals een correcte configuratie en de juiste keuze van verwerkingsparameters. Tot slot moet het eindproduct, afhankelijk van het uiteindelijke gebruik, op de juiste temperatuur worden behandeld..
Geplaatst op: 19 december 2023